Запросить ТКП
Вы можете запросить счет или ТКП, выслав соответствующий запрос



Вы можете запросить счет или ТКП, выслав соответствующий запрос
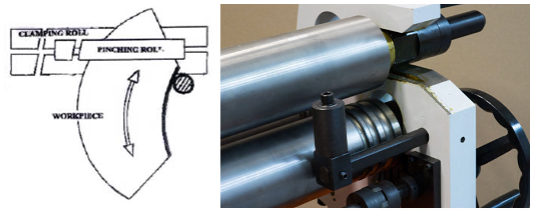
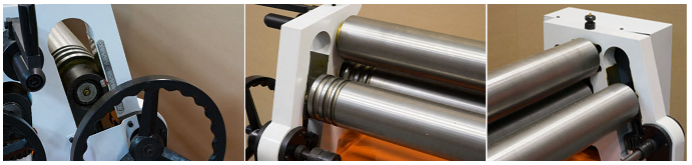
Вальцовочный станок предназначен для предания листу цилиндрической формы различного радиуса, данное оборудование широко применяется для изготовления комплектующих вентиляции, водосточного оборудования, в случаях производства цилиндрических и конических изделий, правке плоских заготовок, подгибке кромок. Выносная педаль дублируется пультом управления на станине станка. Цепная передача передаёт вращение с электродвигателя на валы. Верхний вал откидной, для легкого снятия готовых изделий. Откидной вал оснащен замком для предотвращения его самопроизвольного раскрытия в процессе работы.
Характеристики:
*Максимальная допустимая толщина листа при работе с низкоуглеродистой сталью (предел текучести σs не должен превышать параметр σs ≤245 МПа) – не более 6,5мм
*Минимальный диаметр получаемой заготовки при работе с низкоуглеродистой сталью 6,5мм - составит не менее 190 мм (данная информация является справочной и зависит от сорта, прочности термообработки материала, а также его длины и толщины). При работе с толщиной металла (нержавеющая сталь) ≤ 3,5мм – максимально возможный мин. Ø обечайки может составлять 200мм (данная информация является справочной и зависит от сорта, прочности, термообработки материала, а также его длины и толщины). Точной формулы расчёта минимального диаметра получаемой заготовки не существует, т.к. это зависит от вида, сорта, термообработки материала, а также его длины и толщины. Более точно определить минимальный Ø - возможно только пробной прокаткой.
*При работе с алюминием диапазон толщин составляет – мин. 1,0мм - макс. 9,5мм (при более меньшей толщине листа алюминия – формирование обечайки будет не стабильным). Следует иметь ввиду, что существует минимальная толщина листа с которой может работать машина. Приближенно можно считать, что это 1/3 максимальной толщины. Это связано с тем, что минимально возможный диаметр изделия зависит не только от диаметра валков, но и от упругих свойств материала, и может быть точно определен только пробной прокаткой. В общем случае, чем тоньше и жестче материал, тем больше минимально возможный радиус изделия. Минимальной будет толщина, при которой после обработки листа в нем не образуется, достаточных для формирования готового.










")

")
-200x200.jpg "Станок Вальцы RME-550х14 (cимметрия, электро)")

-200x200.jpg "Вальцовочный станок RMEA-550х2 (асимметрия, электро)")

")
Мы быстро реагируем на запросы потребителей и осуществляем комплектацию и отгрузку продукции по всей России и СНГ
Офисы продаж в регионах
