Запросить ТКП
Вы можете запросить счет или ТКП, выслав соответствующий запрос



Вы можете запросить счет или ТКП, выслав соответствующий запрос
Станок бесцентровошлифовальный 3Е184 предназначен для шлифования тел вращения с диаметром заготовок от 5 до 80 мм при обработке на проход и при обработке врезанием. Допускаемый диаметр устанавливаемого изделия на полуавтоматах 3Е184В и 3Е184А до 125 мм.
Полуавтомат 3Е184 обеспечивает автоматические циклы:
Для осуществления врезного шлифования на полуавтомате предусмотрена установка загрузочного манипулятора УЗ1-588, налаженного на загрузку деталей диаметром 27—40 и длиной до 495 мм.
Для загрузки деталей разнообразной конфигурации, диаметры и длины которых отличны от указанных в паспорте полуавтомата, конкретное загрузочное устройство и наладки завод изготовляет по особому заказу.
Полуавтоматы 3Е184 позволяют:
Применение гидростатических опор шпинделей повышает точность обработки полуавтомата 3Е184А.
Полуавтоматы обладают следующими преимуществами перед базисным станком 3М184:
Бабка шлифовального круга и бабка ведущего круга подвижны. Суппорт и опорный нож неподвижны. Бабку ведущего круга можно установить в горизонтальной плоскости под углом ±30°, а наибольший угол наклона оси ведущего круга в вертикальной плоскости ±8°. Шлифовальная бабка установлена на роликовых направляющих со стальными закаленными планками. Боковые направляющие также роликовые. Бабка ведущего круга установлена на направляющих скольжения.
Класс точности станков по ГОСТ 8—82Е: мод. 3Е184В — В; мод. 3Е184А — А.
Принцип работы и особенности конструкции станка
Для работы этим методом ось ведущего круга устанавливают в вертикальной плоскости относительно оси шлифовального круга под углом α до 4°.
В процессе шлифования оси обоих кругов и нож неподвижны. По мере износа кругов их перемещают относительно друг друга на величину износа.
Материал ведущего круга вследствие высокого коэффициента трения обеспечивает хорошее сцепление ведущего круга со шлифуемой заготовкой. Поэтому установленный под углом α и вращающийся с окружной скоростью v ведущий круг сообщает заготовке круговую подачу с окружной скоростью vо=v cosα м/мин и продольную подачу со скоростью vп=v sinα м/мин.
Действительная окружная скорость v′о под влиянием дополнительного вращения заготовки шлифовальным кругом несколько больше теоретической vо: v′о=(1,02..1,07) vо (в зависимости от угла α).
Процесс шлифования может быть непрерывным, поэтому бесцентрово-шлифовальные станки удобно использовать в поточных и автоматических линиях.
Этим методом пользуются при шлифовании заготовок с фасонным, коническим или иным, отличным от цилиндрического профилем, а также при шлифовании цилиндрических заготовок с буртом или какой-либо выступающей частью, диаметр которой больше диаметра шлифуемой поверхности.
При работе методом врезания оси кругов располагают горизонтально, заготовку помещают между ножом и ведущим кругом. Шлифование поверхности ведется одновременно по всей длине за счет поперечной подачи шлифовального (или в некоторых станках ведущего) круга. В конце поперечной подачи изделие имеет заданный размер.
Профиль обоих кругов правится в соответствии с профилем шлифуемой заготовки. Длина обрабатываемой поверхности не может быть больше ширины шлифовального круга.
Шлифование со сквозной подачей до упора. Этим методом пользуются для шлифования цилиндрических поверхностей заготовок с буртом или конических поверхностей. Осевое перемещение заготовки ограничивается упором, который после окончания обработки выталкивает ее.
Характерной особенностью этого метода является движение опорного ножа вместе с заготовкой в процессе ее обработки. Для перемещения ножа используют специальное приспособление, которое устанавливают на опорный мостик.
Этот метод применяют вместо шлифования со сквозной подачей до упора, когда продольную подачу и отвод изделия удобней осуществлять с помощью опорного ножа.
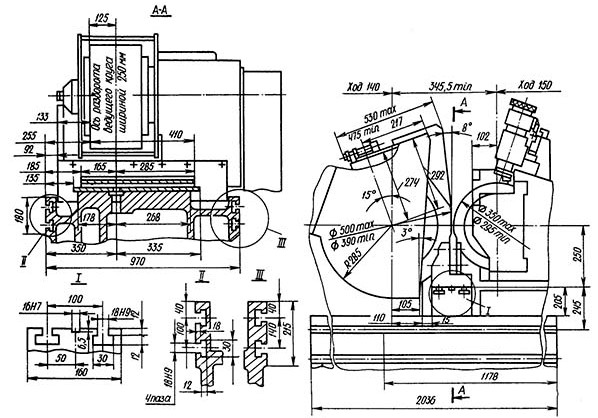
Габарит рабочего пространства станка








")
")
")

")
")
")
")
")
")



(для проходных, расточных и револьверных резцов)")
Мы быстро реагируем на запросы потребителей и осуществляем комплектацию и отгрузку продукции по всей России и СНГ
Офисы продаж в регионах

